
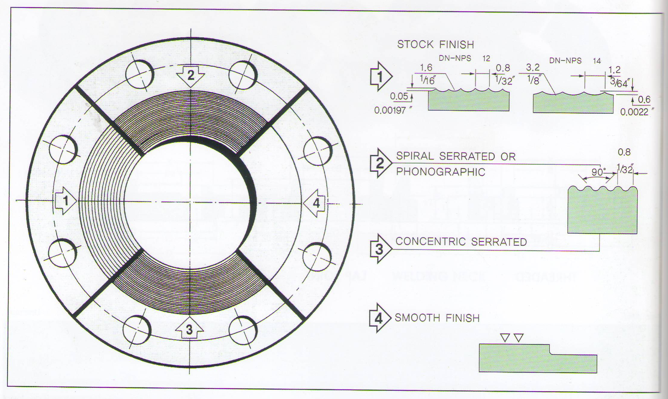
WYKOŃCZENIE MAGAZYNU:
Najpowszechniej stosowane wykończenie uszczelek, ponieważ praktycznie nadaje się do wszystkich zwykłych warunków serwisowych. Jest to ciągły spiralny rowek.
Kołnierze o rozmiarach 12″ (304,8 mm) i mniejszych są produkowane przy użyciu narzędzia z okrągłą końcówką 1/16″ z posuwem 1/32″ na obrót.
Dla rozmiarów 14″ (355,6 mm) i większych. wykończenie wykonuje się za pomocą narzędzia z okrągłą końcówką 1/8″ z posuwem 3/64″ na obrót.
SPIRALNE ZĄBANE LUB FONGRAFICZNE:
To wykończenie uzyskuje się przy użyciu narzędzia z zaokrągloną końcówką 90°.
KONCENTRYCZNE ZĄBKOWANE:
To wykończenie uzyskuje się przy użyciu narzędzia z zaokrągloną końcówką 90°.
GŁADKI KONIEC:
Stosowane narzędzie tnące powinno mieć promień w przybliżeniu 0,06 cala.
Wynikowe wykończenie powierzchni powinno mieć grubość od 125 μ cala do 250 μ cala (ANSI B16.5 para 6.4; 4.1).
1. PODWYŻONA TWARZ. I DUŻY MĘŻCZYZNA I KOBIETA
Stosuje się wykończenie ząbkowane koncentryczne lub ząbkowane spiralne posiadające od 34 do 64 rowków na cal.
Zastosowane narzędzie tnące ma promień w przybliżeniu 0,06 cala.
Wynikowe wykończenie powierzchni powinno mieć chropowatość w przybliżeniu od 125 μ cala (3,2 μm) do 500 μ cala (12,5 μm)
2. JĘZYK I Wpust ORAZ MAŁY MĘŻCZYZNA I KOBIETA
Chropowatość powierzchni styku uszczelki nie przekracza 125 μ cali (3,2 μm).
3.POŁĄCZENIE PIERŚCIENIOWE
Chropowatość wewnętrznej powierzchni rowka uszczelki nie przekracza 1,6 μm.
4.NIELEPCY
Zaślepki nie muszą być zwrócone w stronę środka, jeśli po podniesieniu tej środkowej części jej średnica wynosi co najmniej 1 cal.
mniejsza niż średnica wewnętrzna złączek odpowiedniej klasy ciśnienia.
Gdy część środkowa jest wciśnięta, jej średnica nie jest większa niż średnica wewnętrzna odpowiednich złączek klasy ciśnieniowej.
Obróbka obniżonego środka nie jest wymagana.
Czas publikacji: 02 września 2021 r